Phased Array Inspection
Phased Array Bolt Inspection, Encoded and Freehand
Published on 11th May 2023

image credit - @Zetec
Bolts are used in every industry over multiple applications from holding storage vessels and structures to the ground to connecting high-pressure pipework and holding wind turbine blades in place.
Bolts are critical for safety, and structural integrity and are used in every industry over multiple applications from holding storage vessels and structures to the ground to connecting high-pressure pipework and holding wind turbine blades in place. Here we demonstrate bolt inspection methods using ultrasonic phased array inspection both with and without encoding scanners.
Bolt integrity is vital for the long safe life of an asset. Traditionally bolts are either replaced after a set time period regardless of their condition or removed and visually inspected for their integrity, this is both expensive and time-consuming and generally requires the asset to be shut down.
By utilizing the VEO3 with various probes and scanners, bolts can be quickly and accurately inspected without the need for them to be removed. This data can be recorded and used in remaining life calculations for the asset, this allows the asset owner to better plan for the future of the asset and continue to run at capacity saving time and money.
The probe frequency and element count can be selected on a case-by-case basis to ensure the best resolution against penetrating power for each bolt.
Inspection Aims
The Data shown in this application note was taken on a 500mm long x 70mm diameter steel bolt with a 140mm long threaded section on one end (see image 1).
Within the bolt, there were 6 induced defects, (1 notch and 2 cracks in the threaded area and 1 notch and 2 cracks in the shaft of the bolt) the aim of the inspection was to detect and measure each defect where possible.
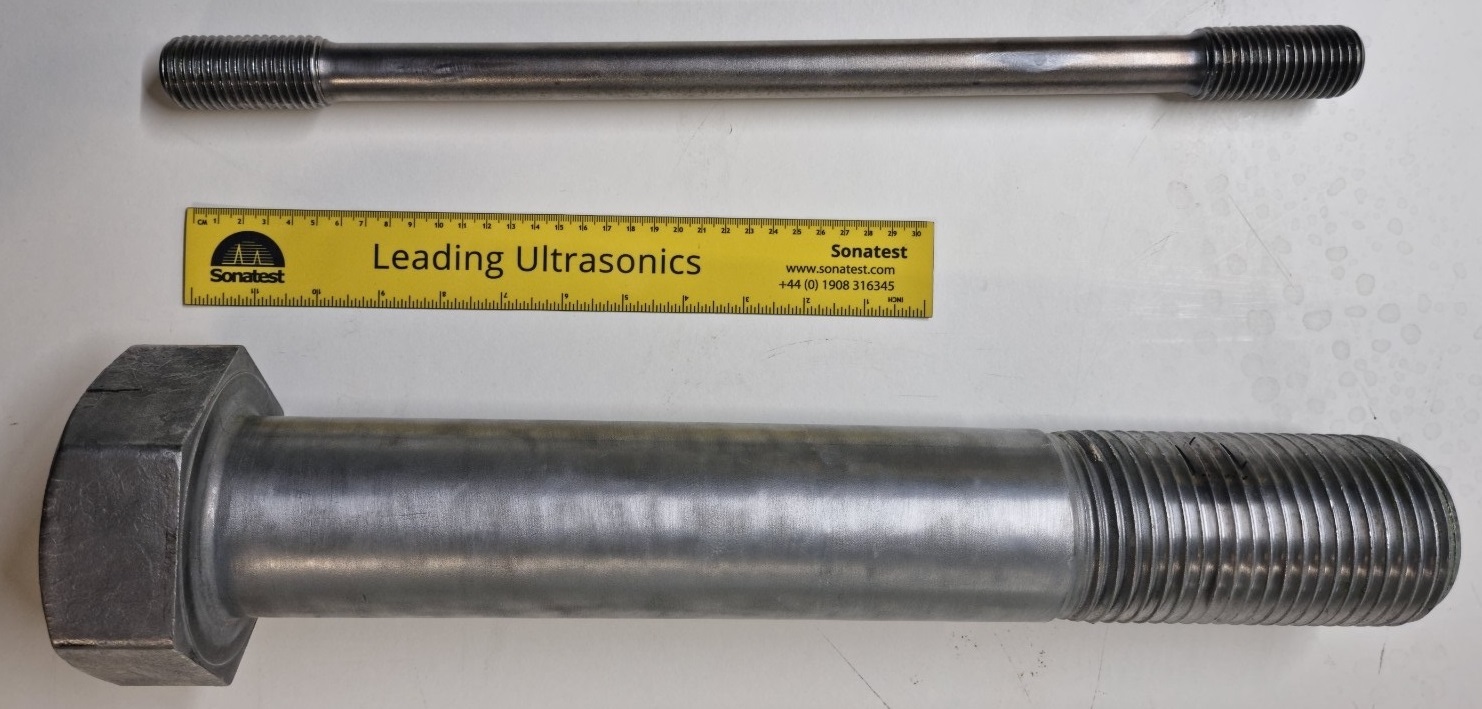
Fig. 1 – Bolt under inspection

Inspection Procedure:
- The inspection was carried out from the “threaded” end of the bolt as the bolt side has raised lettering that prevents the coupling of the probe to the bolt
- The data was collected with an encoded scanner over a 250mm length (380°)
Inspection Setup:
Equipment
- System – VEO3 32:128
- Probe - X2B-5M32E with a side entry cable
- Scanner – Creo Bolt Scanner with large probe cradle setup and offset probe holding plate
- Couplant – Water / Sonagel
Scan Setup
Longitudinal sectorial scans
- 0° - 30°, 0.5° resolution, and 0mm - 250mm scan length
- 0° - 15°, 0.5°resolution, and 200mm - 500mm scan length
- Focusing set to “Natural”
- Encoder calibrated to the outer circumference of the bolt with the scan length set to 250mm (includes 20mm overlap)

Fig. 3 - Probe and scanner positioned on the bolt
Results
All 6 defects were successfully detected using both the S-scan and End view scans.
Surface breaking lengths can be estimated using the encoded End scan.
Defect 1: Depth – 80mm, Start from 0mm – 40mm, Length - 24mm
Defect 2: Depth – 93mm, Start from 0mm – 106mm, Length - 17mm
Defect 3: Depth – 82mm, Start from 0mm – 220mm, Length - 11mm
Defect 4: Depth – 260mm, Start from 0mm – 216mm, Length - 23mm
Defect 5: Depth – 430mm, Start from 0mm – 35mm, Length - 19mm
Defect 6: Depth – 370mm, Start from 0mm – 118mm, Length - 17mm
Inspection Images
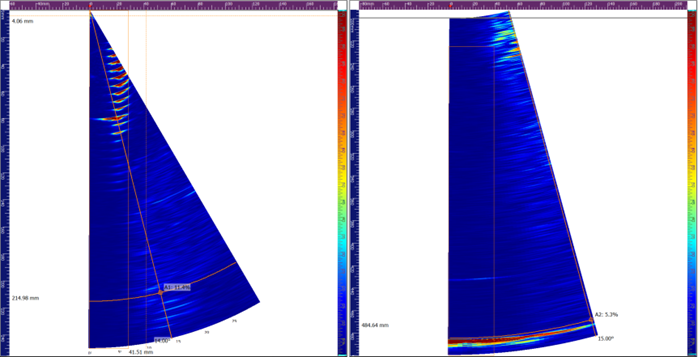
Fig. 4 – S-scan views
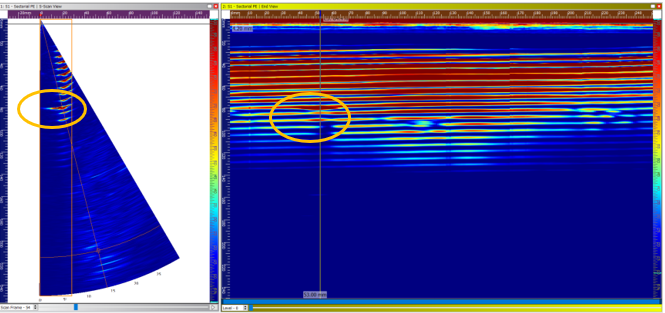
Fig. 5 – Defect 1 (Notch)
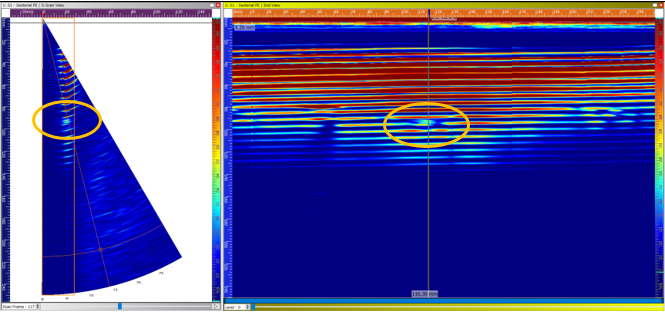
Fig. 6 – Defect 2 (Crack)
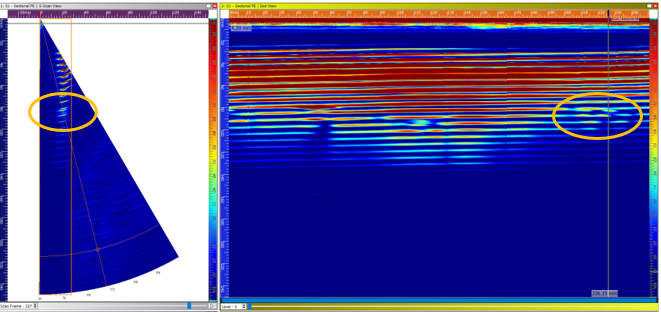
Fig. 7 – Defect 3 (Crack)
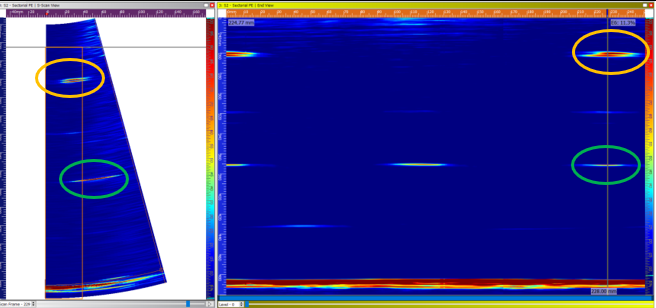
Fig. 8 – Defect 4 (Crack) Green circles show a repeat signal from defect
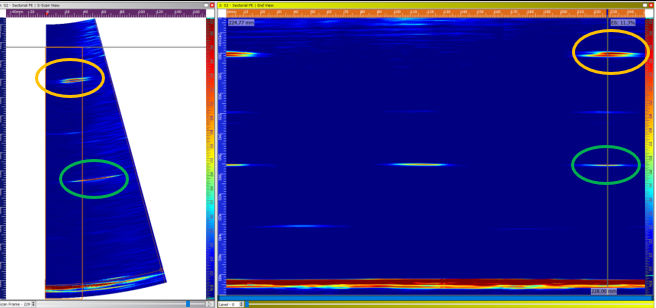
Fig. 9 – Defect 5 (Crack) Root Penetration Indication
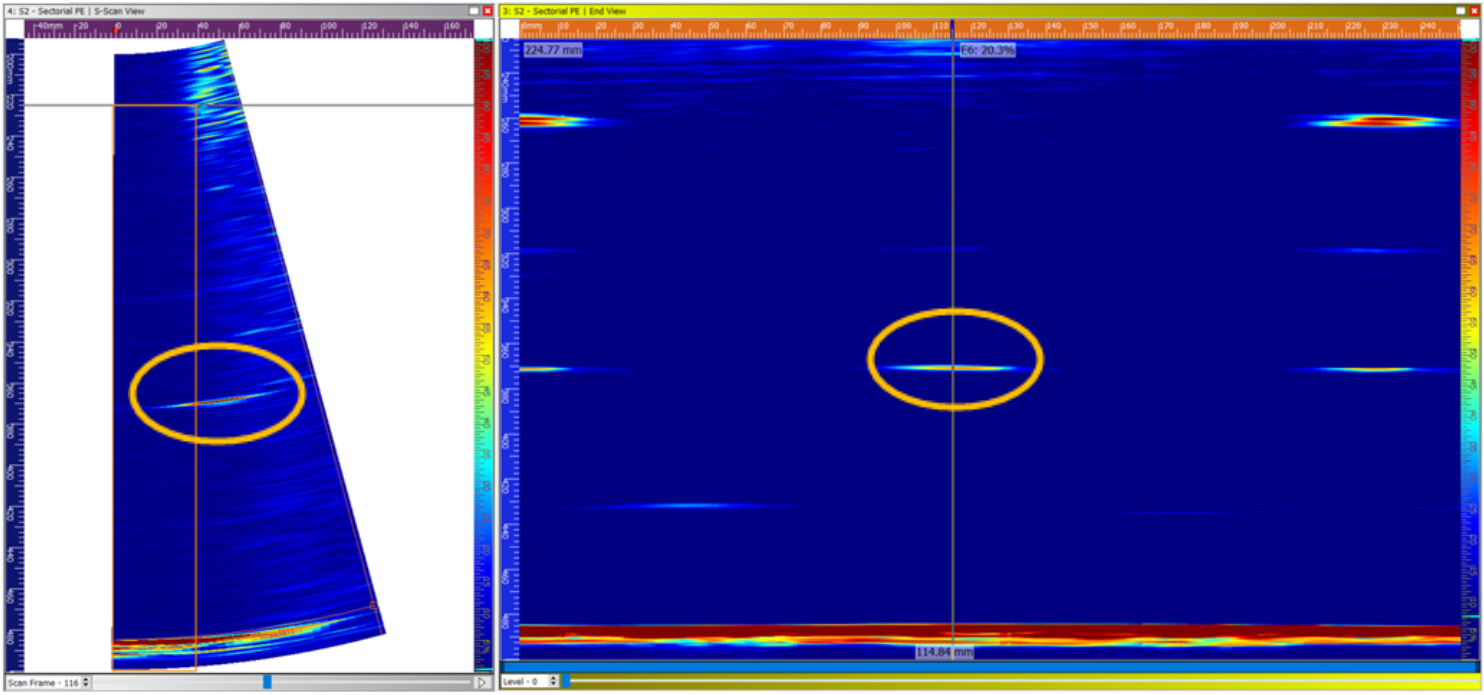
Fig. 10 – Defect 6 (Crack)
Conclusion
- Phased array bolt inspection is a quick and efficient way to perform an in-service inspection of bolts
- Bolts can be scanned free hand for a quick assessment of the bolt
- Encoding the inspection data helps in the identification of defects and can be used as a permanent record for future inspections of the bolts
- TFM/FMC can be utilized to give better accuracy in defect sizing if required.








